


Sikaflex®-953翻译
Sikaflex®-953 L30是一种2组分的硅烷端基聚合物(STP)组装粘合剂,固化由两个组分的化学反应。L30版本的设计用于粘接大型组件,需要更长的开放时间。由于其良好的耐候性和填缝性能,也可用于外部密封缝。它也非常适合在需要长距离抽水的地方。
- 可泵送长距离
- 对大多数常见基质所需的预处理最少
- 溶剂和isocyanate-free
- 良好的填缝能力
- 良好的耐候性和抗老化性
产品的好处
- 可泵送长距离
- 对大多数常见基质所需的预处理最少
- 溶剂和isocyanate-free
- 良好的填缝能力
- 良好的耐候性和抗老化性
领域的应用
Sikaflex®-953 L30适用于粘结大型组件暴露在动态应力和获得早期强度是需要的。常见的基底是金属,特别是铝(包括阳极氧化)、钢(包括磷酸盐、铬酸盐和镀锌)、金属底漆和油漆涂料(两部分体系)、陶瓷材料和塑料。在对容易发生应力开裂的材料使用Sikaflex®-953 L30之前,请咨询制造商的建议,并对原始基材进行测试。本产品仅适用于有经验的专业用户。必须在实际的基材和条件下进行测试,以确保附着力和材料兼容性。
包装
Sikaflex®-953翻译
双筒 |
490毫升 |
Sikaflex®-953翻译(一)
桶 |
23 l |
| 鼓 | 195升 |
Sikaflex®-905 (B)
桶 |
23 l |
产品详细信息
| 属性 |
|
||||
| 化学基础 | 二组分端部硅烷聚合物(STP) |
||||
| 颜色(CQP001-1) |
|
||||
| 密度(未硫化的) | 混合 |
|
|||
| 混合比 | A: B A: B按重量 |
10: 1 11.7: 1 |
|||
| Non-sag属性(CQP061-1) | 公平 |
||||
| 应用温度 | 5─40°c |
||||
| 皮肤时间(CQP019-1) | 40分钟一个 |
||||
| 开放时间(CQP526-1) | 30分钟一个 |
||||
| 固化速度(CQP046-1) | (见下表)一个 |
||||
| 收缩(CQP014-1) | 2% |
||||
| 邵氏硬度(CQP023-1 / ISO 48-4) | 50 |
||||
| 抗拉强度(CQP036-1 / ISO 527) | 2.5 MPa |
||||
| 断裂伸长率(CQP036-1 / ISO 527) | 450% |
||||
| 抗撕裂传播性能(CQP045-1 / ISO 34) | 10 N /毫米 |
||||
| 拉伸拉剪强度(CQP046-1 / ISO 4587) | 1.5 MPa |
||||
| 热阻(CQP 513-1) | 1小时 |
160°C |
|||
| 服务温度(CQP513-1) | -45 - 90°c |
||||
| 保质期(CQP016-1) | 9个月B |
||||
| 混合机 | Statomix®13-18-G女士 |
企业质量程序 |
一)23°C / 50% r. h。 |
B)储存在5 - 25°C之间,b组分对霜冻敏感 |
治疗机制
Sikaflex®-953 L30的固化通过两种组分的化学反应发生。
时间[h] |
强度(MPa) |
2 |
0.2 |
4 |
0.6 |
6 |
0.8 |
表1:23°C / 50% rh时的拉剪强度(CQP 046-1)
抗化学腐蚀
Sikaflex®-953 L30一般耐淡水,海水,稀释酸和稀释腐蚀剂溶液;暂时耐燃料、矿物油、植物和动物脂肪和油脂;不耐有机酸、乙醇醇、浓无机酸和腐蚀性溶液或溶剂。
应用程序
表面处理
表面必须清洁,干燥,无油脂,油和灰尘。表面处理取决于基材的特定性质,对于长期持久的粘结至关重要。所有预处理步骤都必须在原始基材上进行初步测试,并考虑到装配过程中的特定条件。
应用程序
Sikaflex®-953 L30需要处理与适当的点胶系统。混合器类型需要考虑(见表典型产品数据)。
Sikaflex®-953 L30可应用于5°C和40°C之间,但必须考虑反应性和应用性能的变化。基材和密封胶的最佳温度在15°C至25°C之间。
为确保接合线厚度均匀,建议采用三角形珠状的胶粘剂(见图1)。
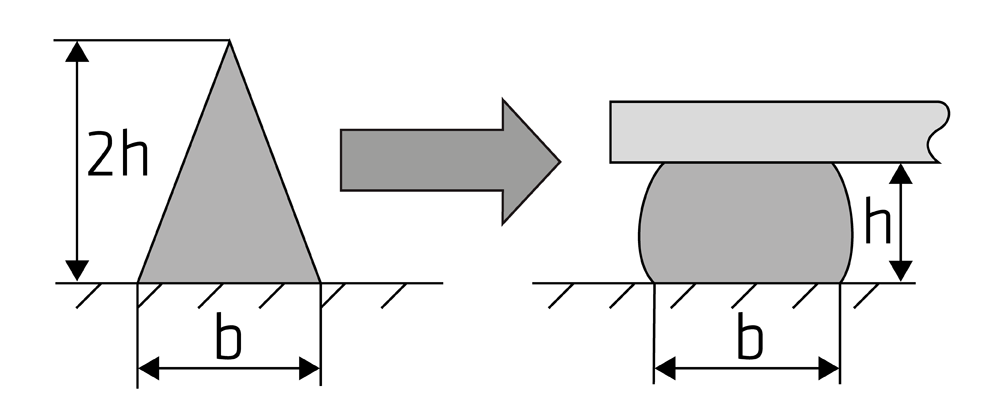
图1:推荐的珠子配置
在湿热气候下,开放时间明显缩短。零件必须始终在打开时间内连接。根据经验,温度变化+ 10°C会使开启时间缩短一半。
Sikaflex®- 953l30可与泵设备处理。有关选择和设置合适的泵系统的建议,请与西卡工业系统工程部联系。
工具和完成
工装和精加工必须在胶粘剂打开时间内进行。我们建议使用西卡®工具剂n。其他润滑油整理剂必须进行适用性和兼容性测试。
删除
未固化的Sikaflex®-953 L30可以用Sika®Remover-208或其他合适的溶剂从工具和设备中去除。一旦固化,这种材料只能用机械方法去除。必须立即使用Sika®cleaner - 350h或合适的工业洗手液和水洗手。
不要在皮肤上使用溶剂。
涂掉
Sikaflex®- 953l30可在皮肤形成时间内进行最佳喷涂。如果在密封胶形成一层表皮后进行涂漆,可以通过在涂漆前使用Sika®Aktivator-100或Sika®Aktivator-205处理接缝表面来提高附着力。如果油漆需要烘烤工艺(> 80°C),最好的性能是让密封胶先完全固化。所有涂料都必须在生产条件下进行初步试验。油漆的弹性通常比密封胶的弹性低。这可能会导致接缝区域的油漆开裂。