



Sikaflex®-552
Sikaflex®-552 AT是一种弹性单组分硅烷端部聚合物(STP)胶粘剂,特别设计用于粘接汽车组装中的大型部件。适用于涂覆金属、GRP、陶瓷材料和塑料的粘接。它很好地结合到广泛的基材与最低限度的预处理。
- 对各种基材具有良好的附着力,无需底漆
- 不含异氰酸酯和溶剂
- 可以涂漆
- 能承受动态应力的
- 耐老化和耐风化
产品的好处
- 对各种基材具有良好的附着力,无需底漆
- 不含异氰酸酯和溶剂
- 可以涂漆
- 能承受动态应力的
- 耐老化和耐风化
应用领域
Sikaflex®-552 AT适用于将受到动态应力的关节。合适的基底材料是金属,特别是铝、金属底漆、油漆涂料、钢板、陶瓷材料和塑料。它很好地结合到广泛的基材与最小的预处理。在将Sikaflex®-552 AT用于易于应力开裂的材料之前,请寻求制造商的建议并对原始基材进行测试。Sikaflex®-552 AT仅适用于有经验的专业用户。必须在实际基材和条件下进行测试,以确保附着力和材料兼容性。产品详细信息
| 化学基础 | 端硅烷聚合物 |
|
| 颜色(CQP001-1) | 白色,黑色 |
|
| 治疗机制 | 湿固化 |
|
| 密度(未硫化的) | 1.5公斤/ l |
|
| 无凹陷特性(CQP061-1) | 很好 |
|
| 应用温度 | 环境 |
5─40°c |
| 皮肤时间(CQP019-1) | 30分钟一个 |
|
| 开放时间(CQP526-1) | 20分钟一个 |
|
| 固化速度(CQP049-1) | (见图) |
|
| 肖尔A硬度(CQP023-1 / ISO 48-4) | 50 |
|
| 抗拉强度(CQP036-1 / ISO 527) | 3电影 |
|
| 断裂伸长率(CQP036-1 / ISO 527) | 600% |
|
| 抗撕裂传播(CQP045-1 / ISO 34) | 15 N /毫米 |
|
| 拉伸拉剪强度(CQP046-1 / ISO 4587) | 2电影 |
|
| 使用温度(CQP509-1 / CQP513-1) | -50 - 90°c |
|
| 保质期(CQP016-1) | 墨盒 您 桶/桶 |
15个月B 12个月B 9个月B |
CQP =企业质量程序 |
A) 23°C / 50% r.h。 |
B)储存在25°C以下 |
治疗机制
Sikaflex®-552 AT通过与大气水分反应固化。在低温下,空气的含水量一般较低,固化反应进行得稍慢(见图1)。
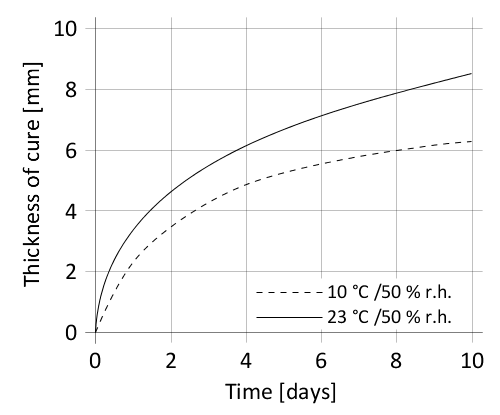
图1:固化速度Sikaflex®-552 AT
抗化学腐蚀
Sikaflex®-552 AT一般耐淡水、海水、稀酸和稀碱溶液;暂时耐燃料、矿物油、植物和动物脂肪和油;不耐有机酸、乙醇醇、浓缩矿物酸和苛性溶液或溶剂。
应用程序
表面处理
表面必须清洁,干燥,无油脂,油,灰尘和污染物。
表面处理取决于基材的具体性质,对于长期持久的粘结至关重要。有关表面处理的建议可在当前版本的适当西卡®预处理图表中找到。
考虑到这些建议是基于经验的,无论如何都必须通过对原始基材的试验加以验证。
应用程序
Sikaflex®-552 AT可以在5°C到40°C之间处理,但必须考虑反应性和应用性能的变化。基材和密封胶的最佳温度为15℃~ 25℃。
考虑到低温下粘度的增加。为了便于使用,在使用前在环境温度下对粘合剂进行调节。
为了确保黏结线的均匀厚度,建议将粘合剂涂成三角形珠状(见图1)。
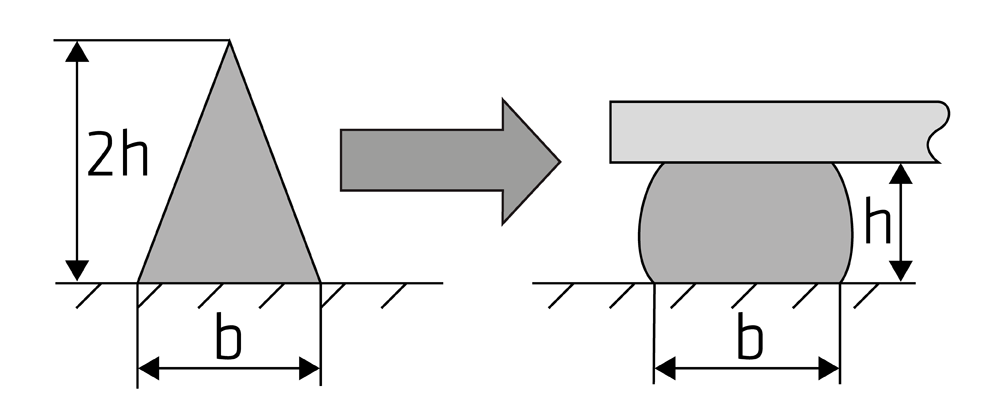
图1:推荐的珠子配置
Sikaflex®-552 AT可以用手动,气动或电动活塞枪以及泵设备进行处理。
在湿热气候条件下,开放时间明显缩短。各部件必须始终在开启时间内安装完毕。
如果胶粘剂已经形成了一层皮,千万不要连接粘合部件。
有关选择和设置合适的泵系统的建议,请联系西卡工业系统工程部。
加工与精加工
加工和精加工必须在粘合剂的蒙皮时间内进行。建议使用西卡®工装剂n。其他整理剂在使用前必须进行适用性和兼容性测试。
删除
未固化的Sikaflex®-552 AT可以用Sika®remover208或其他合适的溶剂从工具和设备中去除。一旦固化,材料只能机械去除。
必须立即使用西卡®洁手液- 350h或合适的工业洁手液和水清洗手和暴露在外的皮肤。
不要在皮肤上使用溶剂!
涂掉
Sikaflex®-552 AT可在皮肤形成时间内涂好。如果涂漆过程发生在密封胶形成皮肤之后,则可以通过用梅花莲处理关节表面来改善附着力®Aktivator-100或西卡®Aktivator-205在油漆加工前。如果涂料需要烘烤工艺(> 80°C),则通过允许密封胶首先完全固化来实现最佳性能。所有油漆都必须在生产条件下进行初步试验。
油漆的弹性通常比密封剂低。这可能会导致接缝处的油漆开裂。